Если сходу и по существу проблемы, то пластиковая нить 3D-принтера застревает, когда экструдер не может протолкнуть нить через hot-end. Это как бы очевидно…
Равно как и очевиден механизм возникновения проблемы (хоть и не сразу). Экструдер либо измельчает пластик до тех пор, пока нить не истончится настолько, что шестерня начинает терять с нею контакт , либо же двигатель экструдера останавливается из-за перегрузки.
Что также характерно, с данной неприятностью рано или поздно сталкивается каждый (ну, за очень редким исключением) пользователь 3D-принтера. И вне зависимости от того, аппарат какой конструкции в наличии — с прямой экструзией или боуден.
Не пропустите: 3D-принтер в режиме фрезерного станка с ЧПУ: как это может быть [архивъ]
Почему застревает пластик в 3D-принтере?
Опять же, если вкратце и по существу, то из самых «популярных» тому причин выделить можно как минимум три:
- помимо пластика в хот-энд попало что-то еще и забило сопло;
- сопло прижато к платформе и нить не может нормально выйти из сопла;
- потеря контроля температуры, из-за чего нить стала слишком холодной и через сопло не проходит.
Далее мы кратенько расскажем о том, что конкретно делать по факту обнаружения каждого из этих трех перечисленных «симптомов», чтобы быстро (или не быстро) вернуть машину в рабочее состояние. Но прежде в двух словах о том,..
что точно не надо делать, когда 3D-принтер забивается пластиком
А делать не нужно ничего, что не рекомендует и тем более категорически запрещает производитель данной конкретной модели 3D-принтера или производитель данного конкретного узла hot-end, который установлен в машине.
Да, в интернете без проблем нагуглить можно уйму способов (разной степени «инвазивности«), как «быстро и просто прочистить» сопло принтера.
Но в любом случае сначала смотрим мануал принтера, и если там об этом самом «быстро и просто» ничего ничего не сказано, не рекомендуется или запрещено, то лучше (и дешевле) не рисковать, а обратиться в сервис-центр.

Ну а теперь, собственно, о том, что делать можно и нужно. Итак по порядку:
в 3D-принтере застревает пластик — причина #1: забито сопло
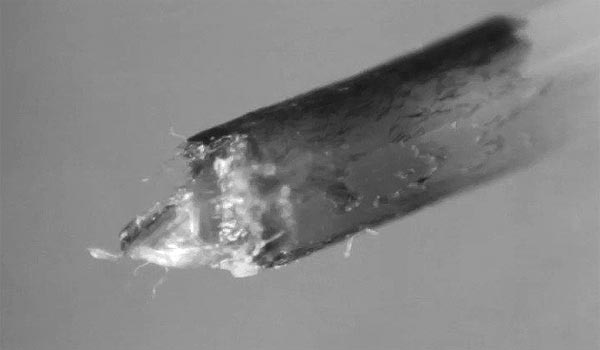
Произойти такое может в любой момент, стоит только частичке грязи или мусора попасть в hot-end и забить сопло. Источником загрязнения может быть как сам пластик (реже), так и пыль или грязь, которые просто прилипли к нити (значительно чаще).
Дешевый пластик изначально изготавливается в нестерильных, мягко говоря, условиях, и всякие лишние субстанции в нити остаются вместе с сырьем, из которого она сделана.
Кроме того, грязь также может попасть в нить и в процессе экструзии, когда расплавленный материал продавливается через сопло, диаметр которого, напомним, составляет 1.75-2.85 мм (подробнее об особенностях и калибрах сопел для 3D-принтеров см. на https://3d-diy.ru/catalog/nozzle-3d-printer/ — с описаниями, картинками и ценами).
К слову, если пластик из категории «вторички», т.е. из переработанных отходов, то и риск наличия мусора в материале существенно выше.
Ну и конечно же, даже когда нить идеально чистая, но рабочее пространство вокруг принтера не в лучшем состоянии, то у пластика есть все шансы замусориться еще на этапе вскрытия упаковки.
Что делать, когда в сопло 3D-принтера попал мусор?
Его надо оттуда удалить. Если под рукой имеется мягкая тонкая проволочка, сечением меньше диаметра сопла, то пробуем удалить «пробку» с её помощью. То есть, выключаем экструдер и кусочком проволочки просто проталкиваем материал в хот-энд.
С системами боудена всё просто: снимаем трубку (учитывая, что сопло должно иметь температуру экструзии пластика), а затем, аккуратно нажимая на пластик, проталкиваем материал в сопло.
Если пробка небольшая, то нить легко пройдет через сопло. Если же не проходит, то подогреваем сопло. Даем ему постоять минуту (для PLA нужно 90°C) и выключаем. По мере остывания насадки пластик начнет затвердевать. Вытянуть нить из сопла будет сложно, но она все равно выйдет полностью.
Что делать, чтобы в сопло 3D-принтера не попадал мусор?
Во-первых, не заряжаем в принтер некачественный пластик. И вообще стараемся такой не покупать. Во-вторых, не заряжаем грязный пластик. С этим совсем несложно: перед тем как вставить нить в сопло, тщательно протираем её чистой безворсовой тканью.
Купить такую ткань вместе с чистящим средством можно там же, где покупаем пластик и прочие расходники (см. ссылку выше).
Не пропустите: ЗАЧЕМ ДОМА НУЖЕН 3D-ПРИНТЕР? ОТВЕТ С ПРИМЕРАМИ
в 3D-принтере застревает пластик — причина #2: филамент не выходит
… потому что нить затвердела в холодной части хотэнда, либо же сопло оказалось впритык к платформе. Относительно первого суть басни в том, что когда хот-энд долго нагревался, то пластик успевает стать слишком жидким. И потом, по факту запуска следующей печати, материал выталкивается в холодную сторону хотэнда, где затвердевает и вызывает засорение.
Со вторым еще проще: когда хот-энд оказывается так близко к платформе, так что кончик сопла трется о поверхность стола, то это тоже «эффективно» предотвращает нормальную экструзию материала.
И в том, и в другом случае пластик «не хочет» проходить сквозь сопло, шестерня тут же начинает перетирать нить нить и очень быстро подача материала прекращается.
Что делать, когда филамент не выходит, как надо?
Надо чистить сопло. То бишь, делаем все тоже, что надо делать, когда в сопло попал мусор (см. предыдущий пункт). Берем проволочку и т.д.
Плюс к этому, после успешной очистки сопла не забываем также проверить его положение относительно платформы. Если оно слишком близко, то ровняем или регулируем смещение по оси Z.
Что делать, чтобы филамент всегда выходил, как надо?
После каждой печати, пока сопло еще горячее, просто вдавливаем в него 20-30 мм нити, чтобы она удалила жидкий пластик. И затем нить втягиваем, пока она полностью не выйдет из сопла.
Не пропустите: 3D-ПЕЧАТЬ ИЗ ПЛАСТИКА И ЕЕ ОСОБЕННОСТИ [ВИДЕО]
в 3D-принтере застревает пластик — причина #3: температура материала!
Внешние признаки проблемки — слои явно неровные или вообще отсутствуют. Основных причин, по которым температура сопла может меняться две, но разных:
- физическая — поток воздуха;
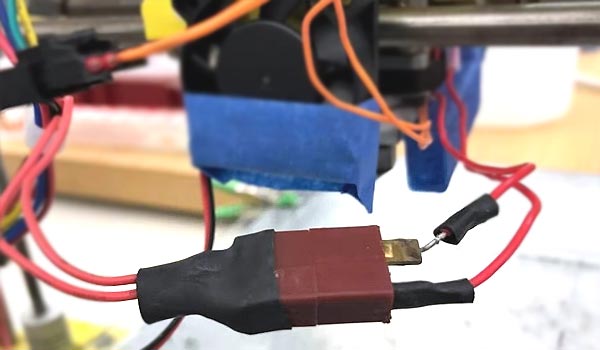
- и электрическая — отказ термистора, плохая или поврежденная проводка термистора, сломанная или перегоревшая проводка.
Что делать, когда у 3D-принтера наблюдается проблема с контролем температуры материала?
Похоже, придется везти его в сервис. Однако, когда устранить проблему (и доделать работу) надо срочно, то в таком случае можно попробовать установить в разъем нагревательного блока другой термистор.
Для этого отключаем старый термистор, подключаем новый и смотрим, как пойдет печать, контролируя температуру в приложении для печати. Если заменой термистора проблему удалось решить, то старый убираем, а новый оставляем. В противном же случае, есть проблема с проводкой.
Что делать, чтобы у 3D-принтера не было проблем с контролем температуры материала?
Везем агрегат в сертифицированный сервисный центр, где неисправности термистора и проводки квалифицированно продиагностируют и устранят. Если повезет, термистор или проводка будут повреждены в разомкнутом (термопара не подключена) или замкнутом (короткое замыкание) состоянии.
Вольтметр, настроенный на низкое сопротивление (1000 Ом и более), покажет либо бесконечное сопротивление (разомкнутая цепь), либо нулевое сопротивление (короткое замыкание). Так или иначе, но термистор и связанную проводку надо менять. И делать это лучше в соответствующих условиях и с привлечением грамотного специалиста.